Electroplating — specifically vacuum chrome plating — is the finish that gives retail display props their mirror-like metallic surface. It is what makes a fiberglass sculpture read as polished gold or liquid silver under store lighting, rather than as painted plastic.
This article covers how the vacuum plating process works on FRP (fiberglass-reinforced plastic) substrates, what finishes are achievable, what the real limitations are, and when a different finishing method is the better choice.

Why Electroplate FRP Instead of Using Solid Metal?
The question comes up on almost every project where a brand specifies a mirror metallic finish. If the prop needs to look like polished metal, why not just make it from metal?
Three reasons.
Weight. A 1.5-meter fiberglass sculpture weighs roughly 40–60% less than the equivalent form in stainless steel or brass. For window display installations where props are suspended, elevated on plinths, or shipped to multiple stores globally, the weight difference directly affects freight cost, mounting hardware requirements, and installation safety.
Form complexity. FRP can be molded into virtually any organic shape — compound curves, undercuts, thin shell geometries — through standard mold-and-layup processes. Achieving the same forms in solid metal requires either casting (expensive tooling, limited detail resolution) or extensive fabrication (welding, grinding, finishing). FRP molding followed by vacuum plating delivers a metal-look surface on forms that would be impractical or cost-prohibitive to fabricate in actual metal.
Cost. The total cost of an FRP prop with vacuum chrome plating is typically lower than the equivalent piece manufactured in stainless steel with mirror polish, especially at the scale of retail display campaigns where 10–50 identical units are common.
The trade-off is durability. Electroplated FRP will not survive the same physical abuse as solid metal — it can chip on impact and the chrome layer can scratch. For display props viewed behind glass or at arm’s length in controlled retail environments, this trade-off is acceptable. For high-traffic interactive installations where customers touch the props, solid metal or a thicker PVD coating may be the better choice.

The Vacuum Plating Process — Step by Step
The process runs in four stages. Each one affects the final finish quality, and skipping or shortcutting any stage produces a visibly inferior result.
Step 1 — Surface Preparation of the FRP Substrate

The FRP molded part comes out of the mold with surface imperfections: pinholes from trapped air, mold lines, and inconsistencies in the gelcoat. These must be eliminated before any plating can begin, because the chrome layer amplifies every surface defect. A pinhole invisible on a painted surface becomes a visible crater under mirror chrome.
The preparation sequence runs: acid wash to remove surface contamination and oxides, followed by primer coating, then 2–3 cycles of filling, sanding, and polishing until the surface achieves a completely smooth finish with no detectable pinholes or irregularities under raking light.
This stage is the most labor-intensive and accounts for a significant portion of the total production time. Rushing it is the single most common cause of poor plating quality.
Step 2 — UV Primer and High-Temperature Bake

After the surface is mechanically perfect, a UV-reactive primer coat is applied and cured under UV lamps at elevated temperature. This step is often omitted by lower-cost plating facilities, but it is critical for adhesion performance.
The UV primer creates a chemically receptive surface layer that the chrome sputtering process bonds to. Without it, the chrome deposits onto a relatively inert primer surface, and the resulting bond is weaker — the chrome layer may appear identical initially but is more likely to delaminate under thermal cycling (the daily heat/cool cycles that window display props experience from sunlight exposure and air conditioning).
Step 3 — Vacuum Chrome Sputtering
The prepared props are loaded into the vacuum plating chamber. Our facility operates two vacuum furnaces with interior dimensions up to 210 cm height × 160 cm width, which determines the maximum single-piece size we can plate.
The plating method is DC magnetron sputtering: the chamber is evacuated, chromium target material is bombarded with ions, and chrome atoms are deposited uniformly onto the prop surface. The result is a thin, dense, highly reflective chrome layer that produces the mirror finish.
Two practical constraints at this stage: the prop must fit inside the vacuum chamber (pieces exceeding 210 cm must be plated in sections and assembled, which introduces visible seam lines), and the entire surface that requires plating must be exposed to the sputtering targets (deep recesses or internal cavities may not receive adequate chrome deposition).


Step 4 — Color Coating and UV Protective Clear Coat
The vacuum sputtering process produces a single finish: chrome mirror. To achieve colored metallic finishes — gold, rose gold, red mirror, blue mirror, green, black chrome — a tinted transparent lacquer is sprayed over the chrome base layer.
This is where vacuum plating diverges from PVD (Physical Vapor Deposition) used on metal substrates. PVD deposits the colored metal layer directly (titanium nitride for gold, for example). Vacuum plating on FRP achieves color through a spray-over-chrome method, which gives it a wider color range (any Pantone reference is achievable) but slightly different optical properties — the color has more depth and translucency compared to PVD’s more opaque metallic tone.
After the color coat, a UV-protective clear lacquer is applied as the final layer. This clear coat determines the finish’s longevity: with proper clear coating, the electroplated finish holds its appearance for approximately 10 years in indoor retail environments and approximately 2 years in outdoor installations exposed to UV and weather.


Electroplating vs. Other Metallic Finishes — When to Use What
Not every project that specifies a metallic finish should use vacuum electroplating. Here is how the main options compare for retail display applications.
Vacuum Electroplating (Chrome Sputtering on FRP)
Best for: Large-scale sculptural display props where mirror reflection and complex form geometry are both required. Finish quality: True mirror reflection. Highest gloss of any FRP finishing method. Color range: Unlimited — any Pantone reference achievable via tinted lacquer over chrome base. Durability: 10 years indoor / 2 years outdoor with UV clear coat. Size limit: Maximum single-piece dimension 210 cm × 160 cm (vacuum chamber constraint). Cost: Moderate. Lower than solid metal fabrication with mirror polish; higher than spray painting.
PVD (Physical Vapor Deposition on Metal)
Best for: Metal display fixtures, hardware, and small-to-medium components where extreme surface hardness is required. Finish quality: Mirror to satin, depending on the metal target used. Color range: Limited to available metal compounds (gold/titanium nitride, rose gold, gun metal, black). Custom Pantone matching is not possible. Durability: Superior scratch and corrosion resistance — PVD coatings on stainless steel last 15+ years indoor. Size limit: Varies by chamber; generally smaller capacity than FRP vacuum plating furnaces. Cost: Higher per unit, due to metal substrate cost and longer processing time.
Nano Spray Plating
Best for: Oversized props that exceed vacuum chamber dimensions, or budget-constrained projects where a metallic appearance (not true mirror) is acceptable. Finish quality: Reflective but noticeably softer than vacuum plating — more like a polished metallic paint than a true chrome mirror. Color range: Good — similar tinted lacquer process. Durability: Significantly lower than vacuum plating. The nano-spray layer has weaker adhesion to the substrate and tends to peel under thermal cycling or physical contact. Not recommended for props that will be handled, repositioned, or exposed to direct sunlight. Size limit: None — spray application can cover any size. Cost: Lower than vacuum plating.
Metallic Spray Paint
Best for: Non-critical applications where a suggestion of metallic finish is sufficient. Temporary installations, event props with single-use lifespan. Finish quality: No mirror reflection. Reads as “metallic paint” rather than “metal surface.” Durability: Low. Chips and fades relatively quickly. Cost: Lowest of all options.
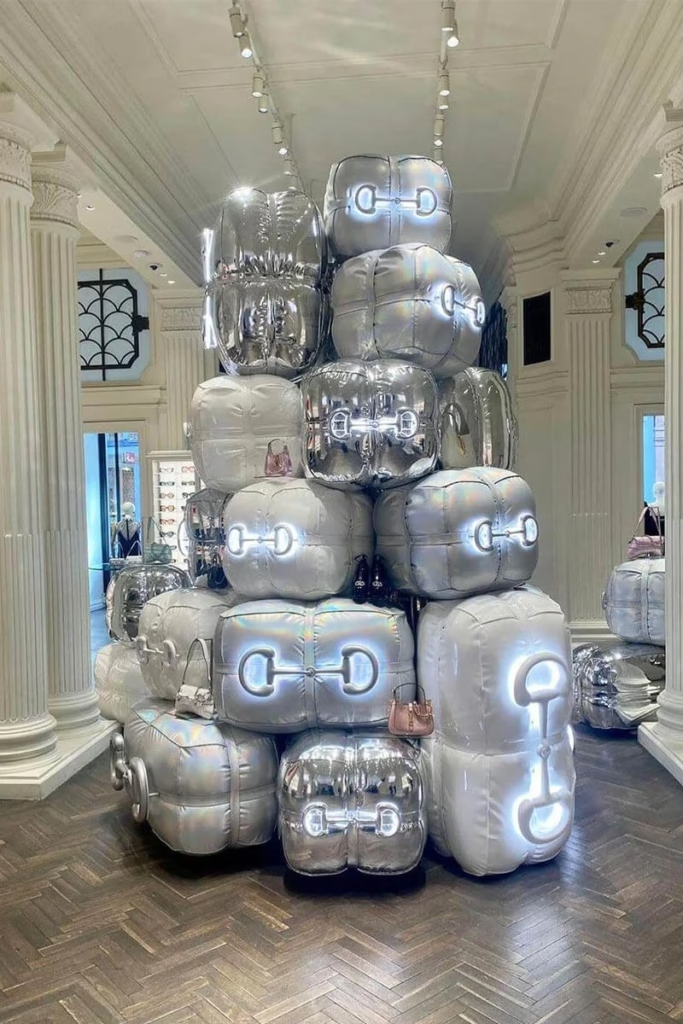
Gucci has used electroplated FRP props extensively in their pop-up and store interior installations — oversized luggage stacks, sculptural brand elements, and entrance displays where the gold mirror finish creates an immediate luxury impression. These props are typically complex geometric forms that would be extremely costly to fabricate in solid brass, and impractical to ship at the weight of solid metal. Electroplated FRP delivers the same visual impact at a fraction of the weight and cost.
Michael Kors used electroplated gold chain props in their store window displays — oversized chain links in mirror gold finish. The chain geometry (compound curves, internal radii) is well-suited to FRP molding with subsequent vacuum plating. The gold tone was achieved through a tinted lacquer layer over chrome base, matched to the brand’s specific gold Pantone reference.



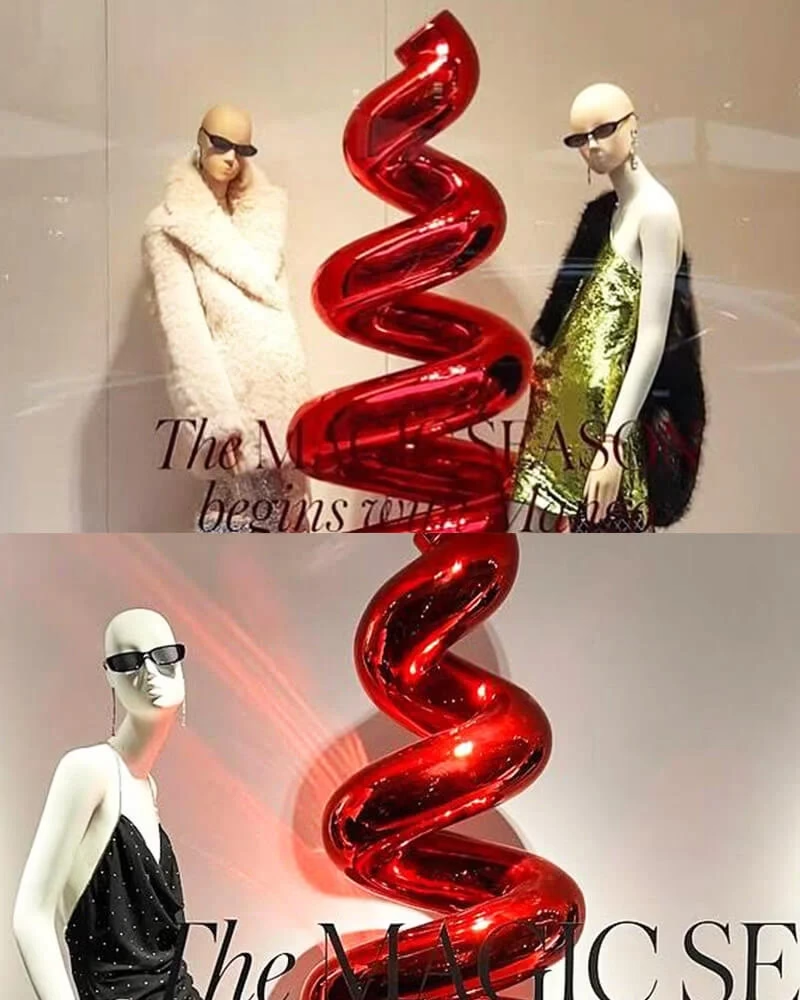
Mirror red is one of the more visually striking electroplated finishes and appears frequently in luxury and fashion retail — particularly for holiday and Chinese New Year campaigns. The red is applied as a tinted lacquer over the chrome base layer, which gives it a depth and intensity that red spray paint cannot achieve.
Equipment Capacity and Size Constraints
Our vacuum plating facility operates two furnaces:
- Interior height: 210 cm
- Interior width: 160 cm
- These are among the largest vacuum plating chambers in China for FRP display props
For display props that exceed these dimensions, we have two approaches. First, the prop can be designed as a modular assembly — plated in sections and joined after plating, with seam lines positioned at natural visual breaks (joints, edges, or areas that will be concealed by other elements). Second, for props where seam lines are unacceptable, nano spray plating is available as an alternative, with the understanding that the finish quality and durability are lower.
For projects requiring large quantities of identical props (common in multi-store retail rollouts), both vacuum furnaces can run simultaneously, which helps compress delivery timelines.

Specifying Electroplated Finishes — What VM Teams Need to Provide
When briefing an electroplated display prop project, the following specifications help us deliver accurate samples and pricing:
Color reference — Pantone number or a physical sample of the target metallic tone. Photos are useful for initial discussion but insufficient for production color matching, because screen calibration and photography lighting affect perceived color.
Finish type — Mirror (full gloss), semi-gloss, or satin. Vacuum plating naturally produces a mirror finish; reducing gloss requires a matte clear coat, which changes the surface feel and light behavior.
Installation environment — Indoor vs. outdoor, window display (behind glass) vs. open floor, expected duration. This determines the UV protection specification and whether vacuum plating or PVD is the appropriate method.
Maximum dimensions — Single-piece dimensions determine whether the prop fits our vacuum chamber (210 × 160 cm) or needs to be designed as a modular assembly.
→ See our full manufacturing capabilities
→ View the YSL Beauty pop-up project — electroplated gold mirror logos